

Iraq Survey Group Final Report
Infrastructure—Production Capability
Improving economic conditions and better management led to a revival in the industry’s fortunes by the latter half of the 1990s. Although they still lagged behind pre-war capacity, the Regime envisioned further expansion in the new century and on the eve of OIF, Iraq had some capability to restore chemical weapons production.
Iraq’s CW infrastructure suffered a severe blow during Desert Storm, and under subsequent UN sanctions and UN inspections. The entire industrial sector for years endured shortages of raw materials, infrastructure decay and declining production. Iraq’s residual CW infrastructure was under intense scrutiny by the UN, which set up additional controls to monitor or destroy remaining materials and equipment.
- In 1991, the majority of CW production sites suffered extensive bomb damage, but many filled munitions, bulk agent and precursors remained on site under the control of the Regime.
- Vital materials were unavailable or unaffordable, and neglected plants deteriorated while productivity declined. Electricity and water remained unreliable, which impacted on the ability to run chemical production processes.
- The UN set up the Chemical Destruction Group, which operated in Iraq from 1992-1994, tasked with the job of destroying the bulk agent, filled munitions, and precursors left over from the former program. Remaining process equipment was tagged and monitored, as was all dual-use process equipment throughout Iraq.
- By 1994, Iraq’s capability to produce CW at Al Muthanna was completely destroyed, along with Iraq’s supply of chemical precursors.
An improving economy in 1997—due in part to the OFF Program—and better management at MIC led to improvement in the chemical industry, especially in production output. MIC and companies within other Ministries continued to develop, expand, and renovate the chemical infrastructure, and by 2001, Iraq believed it had proven its ability to defy sanctions and revive itself, according to an Iraqi economics media report.
- In 1998, the MIM began rehabilitating Al-Furat State Company for Chemical Industries’ chlorine plant, employingtechnical teams and engineers from its own companies. According to the Iraqi economic media report, key parts for the plant that were previously imported now could be produced indigenously.
- Also in 1998, the State Enterprise for Petrochemical Industries set up a chlorine plant for water purification, according to Iraqi press reports.
Iraq continued to upgrade its indigenous manufacturing capability, pursuing glass-lining technology and manufacturing its own multipurpose controllers. Beginning in 1999, the Baghdad State Enterprise Heavy Engineering Equipment (SEHEE) fabrication plant initiated a research effort to develop a process for glass lining carbon steel reactors, making them corrosion resistant.
- SEHEE’s research was designed to boost company profits, make cheaper, longer-lasting vessels, and reduce reliance on stainless steel. Al-Qa Qa’a State Company, at that time, requested SEHEE fabricate a 2.5 meter diameter, 2 meter tall glass-lined reactor (large-scale) for use in nitric acid production, according to reporting.
- SEHEE was successful at lining small-scale vessels, but failed in its efforts to glass-line vessels at a larger scale. An inadequate furnace probably contributed to the failure at the larger scale, according to reports from two different sources.
- Two teams from IAEC and Al Majid Company by January 2003 had developed multipurpose controllers for typical chemical production, according to documents obtained by ISG.
Starting in 2000, production of nitric acid, plastics, chlorine, and phenol was increased.
- Iraq’s capacity to produce nitric acid tripled between 1998 and 2003.
- Plastics production increased by 125 percent in 2000, meeting production goals that were set for 2002. The Al Majid Company was also planning a new production line for PVC, according to Iraqi press reports.
- In March 2000, Iraq restarted chlorine and phenol production at the Al Tariq’s Fallujah plants—also known as the Habbaniyah facilities, Iraq’s key pre-1991 precursor production sites –based on reporting. (See Annex F—Al Tariq Company’s Activities.)
A steady increase in spending and improvements to the industrial sector continued throughout 2001. Additional inorganic chemical facilities were constructed and other plants were renovated.
- Iraq built a sulfuric acid plant equipped with corrosion resistant equipment in a separate and isolated building at al-Qa Qa’a.
- MIM planned to initiate rehabilitation of Al-Furat State Company for Chemical Industries’ sulfuric acid plant expecting to double its production, according to an Iraqi economics media report.
- Iraq constructed a separate nitric acid production facility at Karbala, which was completed shortly before OIF.
Iraq’s revitalization of its chemical industry continued up until OIF, and Saddam had ambitious plans for improvements well beyond 2003. With foreign assistance, Iraq renovated its nitric acid plant at al-Qa Qa’a, which was plagued by corrosion problems, creating a bottleneck for Iraq’s munitions production.
- In 2002, Iraq made a number of improvements to the nitric acid plant at al-Qa Qa’a with equipment, materials and expertise obtained from Russia, Yugoslavia, Belarus, and Ukraine, according to Dr. Ja’far. For example, corroded compressors were replaced with new compressors, which had better, corrosion-resistant rotors.
- According to the same reporting, MIM also supervised the construction of a pilot plant for acetaminophen at the Baghdad Plant for Medical Gases. The plant was designed to produce paracetamol from nitrobenzene, but it only produced a small quantity of low quality material pre-OIF.
- According to 2003 reporting, there were plans for the construction of nine oil refineries to be built by either MIC or MIM in Southern and Northern Iraq under the control of MIC.
State of Chemical Industry at OIF—Limited Break-Out Capability
Definition. “Breakout Capability”: ISG considers a CW breakout capability to be the capacity of Iraq to de novo produce and field militarily significant CW rapidly. ISG considered a range of break-out scenarios applicable to Iraq and its capabilities existing in 2002. An example of a breakout scenario would be wartime or imminent threat-precipitated production of dubious quality, low-stability agents for immediate use. A breakout capability could be deliberately developed during peacetime or improvised in response to a threat.
Though on an upward trend since the late 1990s, Iraq’s chemical industry was still not up to pre–Gulf war capacity as of OIF. Technical problems and poor maintenance of aging equipment throughout the 1990s resulted in many chemical plants, including ethylene and chlorine production plants, operating at less than half capacity despite the improvements to the chemical industry.
- A country-wide chlorine shortage, for instance, caused a lack of PVC production at the Az Zubayr plant, which was detrimental to Iraq’s economy and downstream chemical processing.
- Plants within Iraq that still produced chlorine suffered from corroded condensers, and were only able to produce aqueous chlorine. Iraq, prior to OIF, imported anhydrous chlorine gas from China, with the permission of the UN, for use within its chemical and sewage treatment industries.
- Formalene and phenol, both ostensibly produced indigenously, were imported by the resin facility north of Baghdad because of a lack of consistent, quality supply from local producers.
ISG judges that the longstanding intent of the Regime was to restart WMD production once UN sanctions were lifted. Based on an investigation of facilities, materials, and production outputs, ISG also judges that Iraq had a break-out capability to produce large quantities of sulfur mustard CW agent, but not nerve agents.
- Iraq declared to the UN an experimental sulfur mustard production route from locally available chemicals—sulfur, chlorine, and ethylene, all of which Iraq had access to at the time of OIF (see Figure 2).
- Iraq retained the necessary basic chemicals to produce sulfur mustard on a large-scale, but probably did not have key precursors for nerve agent production. With the importation of key phosphorus-based precursors, Iraq could have produced limited quantities of nerve agent as well.
- Mustard production could have started within days if the necessary precursor chemicals were co-located in a suitable production facility; otherwise production could have started within weeks. Nerve agent production would have taken much longer, because of the complexity of the process, according to Dr. Mahmud Faraj Bilal, a senior Iraqi scientist and CBW expert, and the lack of advanced phosphorus precursors in country. Bilal believed a covert offensive CW program was unlikely because the program would require 400-500 witting personnel.
|
||||||||||||
Iraq at OIF possessed a large range of corrosion-resistant production equipment, tagged and monitored by UNMOVIC, and procured for civilian purposes by non-CW associated facilities. However, ISG did not encounter any production units specifically configured to produce key precursors or CW agents.
- Iraq also possessed declarable equipment for chemical production, which it had not declared to the UN. During ISG operation, a complete process hall containing stainless steel reaction vessels of up to 3m3 for theextraction of purity of essence of plant material was discovered at Samarra’ Drug Industries.
By cannibalizing production equipment from various civilian chemical facilities, it would have been possible for Iraq to assemble a CW production plant. Alternatively, equipment that was less suitable could have been reconfigured at an existing site and used for short-term limited production. Iraq had improvised and jury-rigged equipment in the past.
- According to Dr. Bilal, Iraq’s hypothetical break-out mustard production could be achieved by using equipment that could be sacrificed, instead of relying on specially lined vessels.
- In an interview, MIC director Huwaysh said that Iraq would have been willing to use systems that would be disposed of after a few production runs.
Phosphorus Chemistry in Iraq
Because ISG did not find any phosphorus chemistry applicable to nerve agents at an industrial scale in Iraq, we judge that Iraq could not have produced nerve agents without imports of key phosphorus compounds.
Why does the indigenous production of nerve agent depend on phosphorus precursors?
The backbone and toxicity of both G and V-series nerve agents is based on the phosphorus-carbon bond. Creating this bond utilizes trimethyl phosphite (CH3O)3P—used in most phosphorus-based agents. Other phosphorus containing compounds, such as phosphoric acid and phosphates used in fertilizer production, are not suitable for forming the necessary P-C bond.
What evidence of phosphorus did ISG find in Iraq?
ISG investigated four production areas suspected of conducting phosphorus chemistry:
- The al-Qaim Superphosphate Plant was suspected by ISG of possible production of highly reactive phosphorus compounds. An ISG site visit revealed that by design, the plant could not be used for this purpose. At al-Qaim SPP, phosphate rock was crushed and converted into phosphoric acid. Superphosphate was then produced from the acid and sold on the local market.
- The Al Tariq Company was suspected of producing pesticides, a process that usually consumes similar precursors and employs similar chemical reactions as nerve agents. However, an ISG site visit and a series of interviews with Al Tariq employees revealed that the company imports concentrated pesticides (expensive and unsuitable for nerve agent production) for dilution, formulation, and re-sale in Iraq.
- The Qubaysah White Phosphorus Production Facilitywould have provided Iraq with the capability to convert phosphate rock into a potential nerve agent precursor. However, according to reporting the facility was never fully completed, and no equipment was installed, according to ISG analysis and a military reconnaissance mission.
- Hutin Munitions Production and Storage Facility: ISG discovered numerous barrels (over 3,000 gallons) of white phosphorus and munitions assembly lines, which we judge were intended for the production of white phosphorus illumination rounds. This white phosphorus, probably imported and declared by Iraq in 2002, could have been used to produce some nerve agent precursors on a laboratory scale.
Chemical Process Development and Engineering in Iraq
ISG examined a range of documents obtained for Iraq’s key engineering design center which show that Iraqi chemical manufacturers followed process development engineering practices that are very similar to international convention. This is not surprising given the legacy of British oil production and refining in Iraq.
The plant designs and process plans of MIC and MIC subcontractors essentially conformed to the international norm, based on analysis of seized documents. MIC projects for“Triethylamine Process Scale-up”, “Xylidene Production Plans” and a fuming sulfuric acid (oleum) plant all demonstrated Iraqi engineering capability.
- MIC used AutoCAD software for many of its designs. Process modeling and some PFD’s appear to have been produced using ChemCAD software.
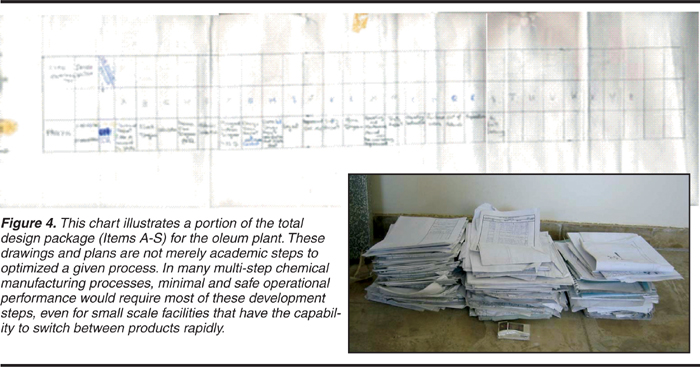
- A chart taken from the Sa’ad Center (see Figure 4) outlines the planning and building of a proposed oleum plant. Although it handwritten, it is the same engineering strategy used by most global corporations.
- The IIC and the MIC often tasked universities to prepare these initial technical reports, feasibility studies and drawings, steps A-C, as seen with the List of 1,000 Chemicals. The work Mosul University did in its report “Preparation of N,N-Dicyclohexyl Carbodiimide” is an example of a typical early-end feasibility study.
{kind=link}
Figure 4 illustrates a portion of the total design package (Items A-S) for the oleum plant. These drawings and plans are not merely academic steps to optimize a given process. In many multi-step chemical manufacturing processes, minimal and safe operational performance would require most of these development steps, even for small scale facilities that have the capability to switch between products rapidly.
- Less corrosion resistant equipment could be used for most, if not all, CW agent chemical processes. However such equipment would wear out fairly quickly when used for some of the chemical processes involved in the agent production, according to UNMOVIC.
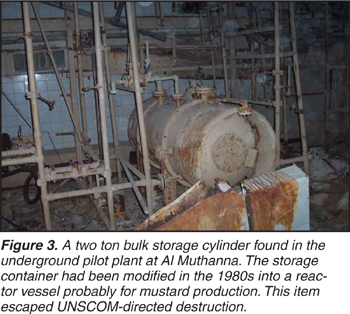
Figure 3 shows a two-ton bulk storage cylinder found in the underground pilot plant at Al Muthanna. The storage container had been modified in the 1980s into a reactor vessel probably for mustard production. This item escaped UNSCOM-directed destruction.
{kind=link}
What is “corrosion resistant” equipment? “Corrosion resistant” is a term usually applied to equipment where all the surfaces that come into direct contact with the reagents are made of high nickel alloys, titanium alloys, tantalum alloys, ferrosilicons, ceramic or glass—all highly corrosion resistant to specific materials. Corrosion resistant equipment is commonly used in fluorinating reactions, such as Sarin and soman production, within a CW program, and for chemical processes requiring heat and chlorinating agents such as the manufacture of mustard and nerve agents. Most commercially available materials used in the manufacture of chemical production equipment have some degree of corrosion resistance.
|
NEWSLETTER
|
| Join the GlobalSecurity.org mailing list |
|
|
|