

Iraq Survey Group Final Report
Biological Warfare
Annex D
Trailers Suspected of Being Mobile BW Agent Production Units
ISG assesses the capability of two mobile trailers with tanks or suspected fermentors on board that were recovered near Irbil and Mosul in 2003. ISG judged the mobile units were impractical for biological agent production and almost certainly designed and built for the generation of hydrogen.
Background
Iraq’s Consideration of Mobile BW Agent Production Systems. Several events underpin the continuing suspicion that Iraq possessed mobile facilities and laboratories.
- In the 1980s, the Technical Research Center (TRC) at Al Salman purchased a mobile laboratory for forensic purposes in support of a proposed meeting of the Arab League or Arab Games in Baghdad. The meeting did not take place in Iraq, but Al Salman retained the laboratory.
- Later, in 1987 Dr. Rihab, head of the BW bacteriological group, and Dr. ‘Amir Hamudi Hasan Al Sa’adi, MIC First Deputy and right hand man of Husayn Kamil, discussed the possibility of developing a transportable system for the production of BW agents. The idea was largely Al Sa’adi’s; Rihab rejected the proposal in favor of the more pedestrian route that, in time, led to the construction of Al Hakam, Iraq’s major BW research, development, testing, production, and storage facility
(see Figure 1).
{kind=link}
Discovery and Initial Exploitation of Suspect Trailer-Borne Equipment
It was against this background that Coalition Forces discovered two trailers in Northern Iraq in April and May 2003. In April 2003, a trailer (trailer 1) was recovered after its discovery in Irbil. This trailer appeared to be complete with all equipment fitted. A second, similar trailer (trailer 2) was later identified and recovered in May 2003 from a site adjacent to the Al Kindi research facility at Mosul. Some items of equipment were missing from this trailer bed.
Initial Assessments and Sample Analysis. A team of military experts conducted a preliminary technical field investigation of trailer 1 soon after its capture. They assessed the trailer to be part of a possible Iraqi mobile BW weapon production system, with its equipment being capable of supporting a limited biological batch production process. A second examination was undertaken by a team of scientific experts, after Al Kindi personnel suggested the trailers were for hydrogen production. Their report concluded, “The trailers have equipment and components possibly compatible with biological agent production and/or chemical processes that might include hydrogen production.”
ISG Assessment of the Trailers
In response to questions raised by these earlier reports, a team, comprised of specialists in fermentation technology and bio-manufacturing, conducted a comparative assessment of the trailers with respect to the two major uses postulated:
- A clandestine mobile BW agent production platform.
- Field units for hydrogen production.
This assessment focuses on Trailer 1 because it appeared to have a complete set of equipment. The ‘reactor vessel’ was considered to be the key component of the system for evaluation because to determine its purpose as either a bio-fermentor or a chemical reaction vessel for hydrogen generation, would resolve the debate over the function of the whole assembly of equipment mounted on Trailer 1.
The Trailers as a Clandestine BW Agent Production Platform
The crucial item of equipment for the production of BW agents is the fermentor. This provides and maintains an aseptic and controlled, optimal environment for growth of the selected microorganism. A fermentor, regardless of the particular microorganism being produced, be it BW agent or not, must possess certain essential design features in order to achieve these criteria. The most critical of these is the ‘sterile integrity’ of the fermentor and its associated pipework, in order to maintain a monoculture and prevent the ingress of ‘foreign’ microorganisms that might outgrow and displace the required agent.
ISG has found no evidence to support the view that the equipment had a clandestine role in the production of BW agents; and ISG judges the equipment’s configuration makes its use as a fermentor impractical for the following reasons:
- There is a critical absence of instrumentation for process monitoring and control of the process.
- The positioning of the inlets and outlets on the reactor make even the most basic functions (such as filling completely, emptying completely, and purging completely the vessel) either impractical or impossible to perform.
- The lack of the ports required to introduce reagents exacerbates this problem. These aspects of the design alone would render fermentation almost impossible to control.
- The low-pressure air storage system capacity is inadequate to provide the volume of compressed air required to operate the fermentation process over a complete aerobic production cycle. In addition, it is not practical to charge and use the existing compressed gas storage with nitrogen or carbon dioxide for anaerobic fermentation. Similarly, the collection system for effluent gas would be wholly inadequate to deal with the volume of effluent gas produced during a complete production cycle.
- Harvesting any product would be difficult and dangerous.
| Fermentor Design Feature |
Critical Requirement Yes/No |
Present on Trailer Vessel Yes/No |
Required Reconfiguration Major/Minor |
| System sterilization | Yes | No | Major |
| Media/water sterilization | Yes | No | Major |
| Aseptic growth conditions | Yes | No | Major |
| Agitator/stirrer | Yes | No | Major |
| Aeration sparger | Yes | No | Minor |
| Process control instrumentation & sensors | Yes | No | Major |
| Addition and sampling ports | Yes | No | Major |
| Sight glasses | Yes | No | Major |
| Provision of sterile air | Yes | No | Major |
| Sterile filtration of off-gas | Yes | No | Major |
| Provision of steam for sterilization purposes | Yes | No | Major |
- A working reactor of the size of that on the trailers could produce only around 100 liters of x10 concentrated BW agent per week, not enough to fill a single missile warhead.
- In May 2003, analysis was carried out on seven samples taken from key equipment locations on the trailer, including powder and slurry taken from the ‘reactor vessel’. No evidence of BW organisms was detected. The complete absence of proteins and the minute amounts of phosphorus and sulfur present were deemed inconsistent with normal
bio-production.
The Trailers as Field Units for Hydrogen Gas Production
After re-examining the equipment found on trailers in northern Iraq and reviewing previous reporting, documents, and results of chemical and biological analysis, ISG judges that the Al Kindi General Establishment at Mosul designed and built the two trailer-borne equipment systems as hydrogen generators for Republican Guard artillery units for use with radio-sonde balloons. Although the equipment is poorly constructed, it is consistent with the hydrogen generation process detailed in documents from the Al Kindi Company.
The equipment on Trailer 1, although poorly constructed, is consistent with the hydrogen generation process because:
- The reactor design and sizing, large entry port to “load” the reactor, the scoop to “load” the reactor and aluminum hydroxide found in the bottom of the reactor are all consistent with production of hydrogen. Hydrogen may be produced by reacting sodium hydroxide with aluminum powder and water. The rate of reaction, and the temperature and pressure in the reactor is controlled by the rate at which water is added. The by-product is aluminum hydroxide.
- A peristaltic pump to compress the effluent gas is necessary for handling flammable products.
- A high-capacity cooling system for the reactor is consistent with the duty associated with a strongly exothermic process, such as that used for the production of hydrogen.
- A pressure-relief valve with a vent extending above the vehicle, spark resistant lighting, and a telescopic lightning arrestor found on the completed trailer indicate precautions taken with the handling of a flammable, lighter than air gas, such as hydrogen.
Moreover, reports and other documents provided by high-ranking officials from Al Kindi, detailing milestones in the manufacture and testing of the trailers, are consistent with the reporting on their stage of construction. For example, the date of the Iraqi letter requesting an extension of the contract due to late delivery of a ‘reactor vessel’ corresponds with the observed lack of construction work on Trailer 2.
- The two trailers were located in late May 2002 at the Al Kindi facility in Mosul. Reporting indicated that at least one of the trailers had arrived on the site as a bare chassis fitted with a floor/bed. Over a period of 10 months between May 2002 and March 2003, both trailers had had sufficient equipment added to be described as two ‘possible transportable BW production related trailers’.
- The location of the trailers, together with the addition and removal of structural features and equipment during their construction and testing, is consistent with information in Iraqi reports and documents.
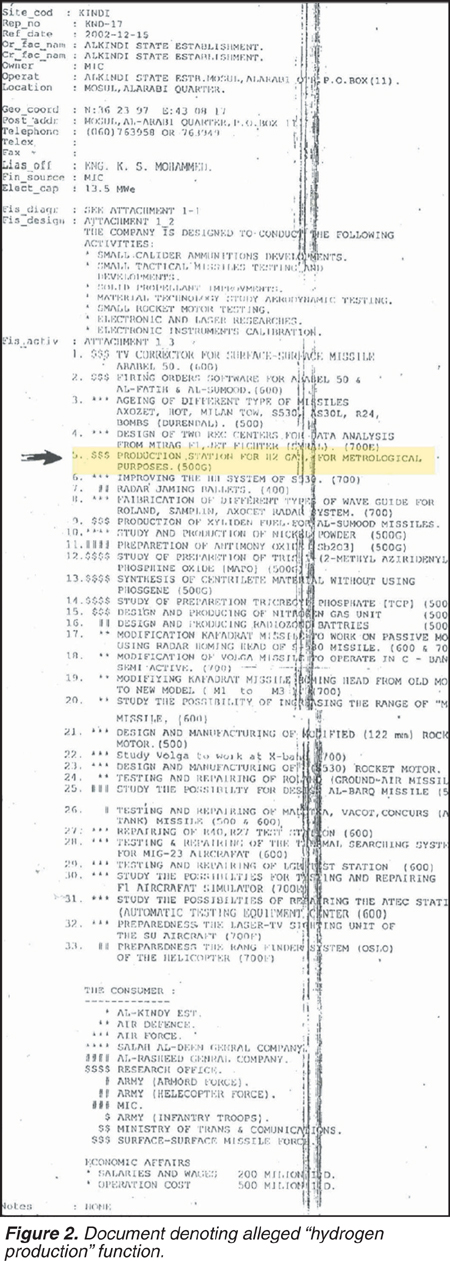
Iraqis have stated the trailers were constructed to provide a mobile capability for hydrogen gas production. Several documents give credence to this claim.
- Al Kindi in its submission for the December 2002 semi-annual declaration to UNMOVIC stated a “production station for H2 gas (see Figure 2).”
- A letter from the Al Kindi General Company to the ‘American Authority’ in Mosul, explains that the trailers were manufactured as ‘hydrogen field production systems’ for the Republican Guard.
- Copies of the original contract and associated documents that describe the requirements, specifications and testing were provided by sources that had first hand knowledge of the manufacture and use of the trailers.
- The Al Kindi Material describes the process employed on the trailers as an attempt to improve upon one originally developed in Russia for the production of hydrogen for use in meteorological balloons.
- It is interesting to note that the Al Kindi material also includes comments (some of which are not particularly favorable) received from the Iraqi Republican Guard Artillery in relation to the suitability of the process for the job it would be required to do. In summary, their conclusion is that the process plant/trailer combination is too bulky and that the trailer is not rugged enough for the process to be considered a truly mobile “field” system. A smaller capacity plant might be more compatible with the needs of meteorological units requiring self-sufficiency in terms of hydrogen availability.
- The level of detail provided in the Al Kindi Material makes a highly credible case for hydrogen generation. It would have been extremely difficult to fabricate data to this level of detail.
{kind=link}
Detailed Assessment Of The Suspect Trailers Recovered From Irbil and Mosul 2003
Evaluation of the Possible Use of the Trailers as a clandestine BW Agent Production platform
Air Supply
Air is used in the process to provide aeration for the reactor, for transferring liquids as required throughout the process, and after the production cycle for purging vessels and pipework that have had contact with the inoculum, the culture broth, and/or contaminated gases. Air is drawn into a low pressure (0-40 bar) compressor set via a simple activated carbon filter
F-2, compressed and fed to the integral storage reservoir (S-11) of the compressor set. Compressed air from the compressor reservoir is fed either directly to the reactor via vessel T-3 or to a bank of five 40l “K” bottles (S-1 to S-5). The air stored in this cylinder bank is available as an emergency reserve for use to shunt liquids around the process as required without having to rely on the compressor set. The air supply system may be vented via Valve V-3.
Major Components of the Trailers
The Trailers. Both trailers had been used previously, probably as transporters for heavy construction equipment and the like. They show signs of damage and wear, such as a heavily dented and uneven truck bed. They are of different lengths. There is a tube frame with horizontal welded steel straps to support a canvas cover. The frame also supports light fittings.
The Equipment. The principal items of equipment mounted on the Irbil trailer are:
- Chiller. The forward portion of the trailer is almost entirely occupied by a large chiller unit, capable of pumping copious volumes of cold water through a pipe circuit to other items on the trailers. The chiller is powered by electricity.
- Electrical Switch Panel. On the side of the trailer, there is an electrical control box.
- Low Pressure Air Compressor. An electrical air compressor fed from the atmosphere through a small filter is attached to a reservoir.
- Bank of 5 Air Storage Cylinders. The pipe work from the air compressor connects with 5 fixed air bottles.
- Large Water Tank. Near the center of the trailer is a large stainless steel water tank that connects to the water pumping system. The tank is provided with a loose fitting lid. It is not sealed.
- 2 Feed Tanks. After passing through a very small filter, water can be metered and pumped into two tanks.
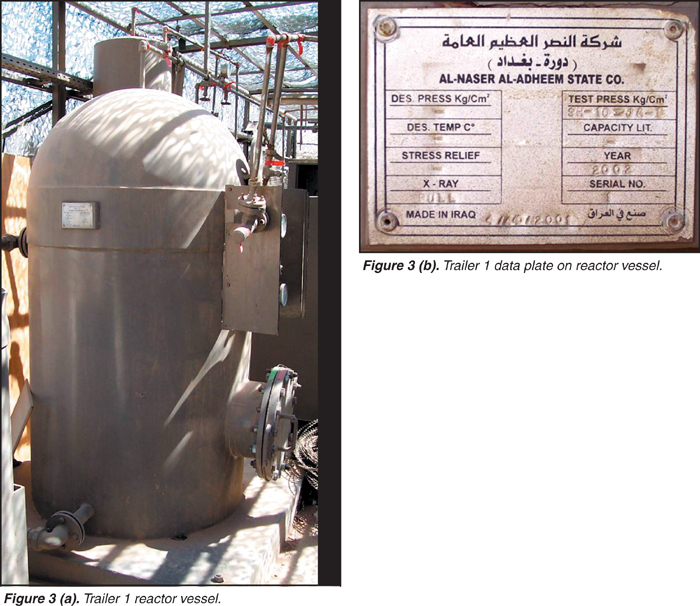
- Reactor Vessel. To one side toward the rear of the trailer there is a reactor fabricated in stainless steel by the State Establishment for Heavy Equipments Engineering (SEHEE), Baghdad (see Figure 3 (a) and (b)).
- High-Pressure Compressor. After cooling, the gas produced by the reactor is compressed in a high-pressure compressor housed in a strong steel box.
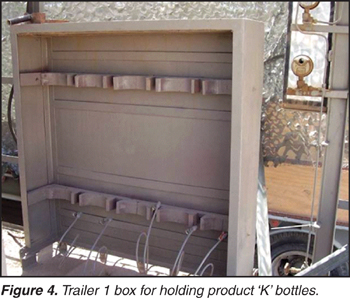
- Bank of 5 Product Storage Cylinders. The compressed gas is fed into 5 storage bottles, held in a box that can be rotated to ground level to assist with handling of the product (see Figure 4).
{kind=link}
{kind=link}
Comment and assessment
- The simple filter F-2 is not of a design that will provide sterile compressed air to the process. A HEPA filter could be fitted to address this problem, although this would not be a minor modification.
- Large amounts of compressed air are required for each production cycle (see 2.6) and the risk of contamination (failure) of any given batch is increased if process air is not sterilized.
- The low pressure compressor set is of standard reciprocating design and will not provide “oil-free” air. Oil-free air compressors are often specified in fermentation installations though in this particular concept (i.e. the production of “fire-and-forget” BW agents), it is unlikely to be a critical factor.
- These trailers were not designed with anaerobic fermentations in mind. Although it would be possible (but extremely inconvenient) to connect nitrogen cylinders to the sparge system, it is noteworthy that no provision has been made on the trailers for the storage of gas cylinders other than the five designated for air storage. These cylinders are permanent fixtures and cannot easily be removed/substituted with other gas cylinders containing N2 or CO2. ISG concludes that anaerobic fermentations (e.g. Cl. botulinum and Cl. perfringens) would not normally be conducted on the trailer.
Water Supply
Water tank T-1 provides water for dilution of medium concentrate, for wash-down, for charging the chilled water system, and for chiller system make-up. Dilution and/or wash-down water can be introduced to the process by 2 routes:
- Indirectly, via pump P-1 and valve V-8 into vessel T-2. This route could be used for providing process water for medium concentrate dilution (see 2.4) to the reactor. When full, vessel T-2 is isolated from the system (at V-8), vented (at V-9), and its contents delivered via flowmeter FM-1, cartridge filter F-1, and positive displacement pump P-2 into the reactor (T-4). [N.B. The reactor must also be vented during this process via the overpressure relief assembly bypass valve (V-15)].
- Directly (and quickly): into vessel T-3 via valve V-7 and pump P-1. This route would be used for providing water for wash-down or cleaning, and possibly as part of the postproduction purging cycle.
Comment and assessment
- The simple cartridge filter (F-1) is not of a design that will provide sterile water to the process. This filter assembly is located at very low level. The whole filter assembly would need to be repositioned and repiped if a sterile water filter is to be fitted. This is not a minor modification.
- Vessels T-2 and T3 lack any form of liquid level indication and will be difficult to use when fed by pump P-1.
Chilled Water System
The chiller system provides cooling water to the reactor, the gas-drying condenser, and the high-pressure gas compressor.
Prior to first operation, the chiller circuit must be filled with water from the water storage vessel T-1. When this has been done the system should require little by way of make-up water because it is a sealed system and little evaporation can occur. Cooled water is circulated around the system by pump P-3
Comment and assessment
- Notwithstanding the other loads on this process (H.P. compressor and effluent gas cooling), ISG believes that the cooling load presented by a relatively small fermentation operation at perhaps 30oC - 40oC (a typical temperature range for B. anthracis) does not justify a cooling plant of the size specified for the process as found.
- However, it would be fair to say that the output of this unit can be modulated and the fabrication shop may not have had the luxury of choice and was obliged to use equipment available at the time.
Metered Water Supply System (Vessel T-2)
The metered water supply system comprises a vented supply vessel (T-2), a flowmeter, an in-line cartridge filter (F-1), and a dosing pump (P-2) (see Figure 5).
{kind=link}
Note that vessel T-2 can only receive water from the main water tank. It may receive other liquids through the vent valve V-9 so long as the vessel is aspirated via vessel T-3 and the air supply line vent valve V-3. The valve arrangement does not allow liquids to be received from tank T-3.
Comment and assessment
- Vessel T-2 is not equipped with any form of liquid level indication and will be difficult to operate because of this.
- The glass fiber cartridge filter F-1 will not remove all microbial contaminants from the water supply and therefore the process water treated by this means will not be sterile. In ISG’s view, neither the medium concentrate nor the inoculum should be introduced to the process via valve V-9. The medium concentrate is a complex medium and may contain aggregates that will collect on and bind the in-line cartridge filter F-1. The inoculum will have been prepared under sterile conditions and it makes no sense to filter things that are already sterile.
- A large amount of process water is required for each production cycle (as dilution water and for system purge). The risk of contamination (failure) of any given batch is increased if the process water is not sterile. In this regard, it is important to ensure that the initial seed culture contains sufficient viable organisms in log phase to ensure that potential contaminant microorganisms cannot compete.
- Vessel T-2 would be ineffective if used for dilution water either. Running the water through a filter that is incapable of removing any solids smaller than fine sand particles will make little difference to the fermentation performance. Some 360-390 liters of dilution water is required for each production run. Given that the capacity of vessel T-2 is 166 liters, this vessel would need to be recharged twice during the operation. The maximum flow rate for the metering pump is only 30 liters/minute. This makes charging the reactor an unnecessarily lengthy operation.
Inoculum and concentrated culture medium vessel (T-3)
Vessel T-3 is piped up to receive process water (see 2.2). It may also act as a transfer vessel for the inoculum and the growth medium (possibly as a concentrate) via valve V-12. If used in this way, vessel T-3 must first be aspirated through valve V-3 on the air line. The inoculum and the growth medium would be transported to the trailer in pressurizable containers with suitable fittings such that the contents could be “blown” into T-3 by using either a foot pump or from the onboard air storage via a flexible hose.
During the production cycle, vessel T-3 needs to be empty because all process air required by the reactor has to be passed through it.
Comment and assessment
- The purpose of vessel T-3 is not entirely clear. It is a totally closed, unlagged tank having neither a dedicated vent nor a liquid level indicator. A difficult vessel to use.
- The only ways to vent this vessel are via valve V-3 on the air supply line or through the reactor and out via the over-pressure bypass valve V-15. Neither method would be available during the production cycle because the air supply system will already be in use.
- As piped up, liquid contained in vessel T-3 cannot be passed to vessel T-2. This means that neither the medium concentrate nor the inoculum can be metered into the reactor. Also, it means that the only entry point by which concentrated medium and/or inoculum can gain access to the process is via vessel T-3.
- Steam and/or hot water required (provided from a stand-alone utilities vehicle) would be admitted to the process via valve V-12.
- There is no convenient coupling present at valve V-3 for attaching temporary hoses for passing steam, inoculum, or concentrated growth medium into vessel T-3.
- During the production cycle, vessel T-3 must be empty because process aeration is required.
- It is assumed that the air feed pipe does not extend into vessel T-3 because, if it did, the vessel would be impossible to fill.
Reactor
The reactor (vessel T-4) is a vessel fabricated in 30mm 316 stainless steel and is of an unusual design for the cultivation of microorganisms in that its
principle features are:
- A flat base and a hemispherical top
- With the exception of what would be the air sparge inlet and the drain point, all other connections and the access way are side mounted
- The vessel jacket (3mm 316 stainless steel) completely covers the top of the reactor within but the base of the vessel is not cooled.
- There is no means of assessing liquid level in the vessel.
The vessel is provided with an air supply, an over-pressure safety relief valve plus manual bypass, a drain point, an effluent gas outlet, a temperature gauge, 2 pressure gauges, and a spare unused instrument stub. The vessel jacket is provided with two chilled water inputs, one cooling water return port, a temperature gauge, and a pressure gauge.
If the process were to be used as a mobile BW agent production unit, vessel T-4 would be used for the production of the BW agent. The inoculum (prepared elsewhere and delivered to the Trailer), the growth medium (prepared elsewhere and delivered to the Trailer probably would be supplied as a concentrate) and dilution water are fed into the vessel. Stirring and aeration of the culture is achieved by injecting low pressure compressed air into the reactor (presumably through a sparge ring). Used air could escape from the reactor through the effluent gas outlet connection.
Comment and assessment
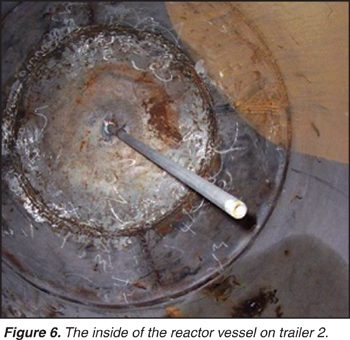
- Reactor capacity. The dimensions of both reactors (the Mosul Trailer and the Irbil Trailer) were taken, and these measurements are represented on a diagram in the appendix. The reactors are, for all intents and purposes, of the same capacity. The internal height of the reactor is 1873mm and its nominal capacity is 864.5l. Bearing in mind that the placement of the reactor connections limits the extent to which the reactor can be filled in practice, the total usable capacity of the vessel (i.e. to the level of the effluent gas outlet) as 633l. All fermentations are prone to foaming. A sight-glass permits operators to monitor the foaming and hence control it by adding reagent or adjusting other parameters. This design has no sight-glass. Under no circumstances should any liquid be allowed to enter the gas recovery system as this would, after a short time cause the catastrophic failure of the high pressure compressor. This imposes a limitation of the maximum volume at which the reactor can be operated. ISG would expect the working volume of this vessel to be in the region of 450l (approximately 70% of the total usable volume of the reactor) (see Figure 6).
- Aeration & stirring. The air supply pipe penetrates the vessel only to a depth of approximately 973mm leaving a distance of 900mm between the end of the air supply pipe and the base of the reactor. The sparge tube must extend to the base of the reactor if any aeration and stirring is to be achieved, but no sparge assembly or even a flexible hose of suitable diameter has been found. In one Trailer (Mosul - the less complete of the two), the air supply pipe is threaded presumably to receive an air sparge ring attachment whereas in the other Irbil Trailer the air supply pipe has no thread or other fitting. That there should be a difference between the sparge tubes is somewhat puzzling. The most efficient way to achieve maximum oxygen transfer rate is to use an impeller (mechanical stirrer) under turbulent flow conditions. Direct air injection alone will provide some mixing of the reactor contents but is not an efficient method of transferring oxygen into the culture medium. The consequence of this is that this reactor will require much more air than would be necessary under the impeller option (see Effluent Gas Collection).
- Vessel venting. The vent valve of the reactor is not fitted at the top of the vessel as would normally be expected but rather at the side 1,260 mm above the base of the reactor. This distance corresponds to the highest venting points of the reactor (the emergency pressure relief outlet and the effluent gas offtake). This means that the reactor cannot be filled to capacity (e.g. for cleaning). As noted in above, the total useable volume of the reactor is 633 liters and the useable working volume will be 450 liters.
- Antifoam addition. There is no antifoam addition point on the reactor and no sight-glass by which to gauge whether or not antifoam addition is required. Although antifoam may be incorporated in the culture medium as a standard component medium prior to its introduction to the reactor, it is unusual to find that the production cycle can be completed without the addition of further amounts of antifoam. The construction of the reactor indicates that this process will be conducted at pressures up to 10 bar gauge; under such conditions the culture would be particularly prone to foaming at certain times during a normal production cycle (e.g. at start-up of the effluent gas collection compressor and at sample collection).
- Process monitoring and control. The reactor vessel is not provided with any probe port(s), or a sampling port. An assessment in a previous report postulates that the operators of the plant would run the process according to a standard operating procedure and would require no knowledge of the agent being produced. pH change is normally monitored during the production cycle. Culture mediums are usually buffered to cushion the effect of microbial activity as the production cycle progresses but, more often than not, the addition of acid or alkali is usually required at some point during the cycle. An addition port would be required on the reactor for this purpose. Dissolved oxygen concentration is also an important parameter (particularly in cases where the aeration system is not efficient. A probe location point is required for this. ISG maintains that without these monitoring and control items, any fermentation would be almost impossible to control.
- The level of instrumentation provided is insufficient for the purpose of producing BW agents on a routine basis. Without sight glasses or level indicators it is impossible to assess liquid levels in any of the vessels. Furthermore, the process would need to be pressurized (layout and disposition of vessels will not permit gravity flow from one place to another) and as such would be very hazardous to operate when producing highly toxic BW agents. Technical operators would have to be aware of the nature of the work they were conducting.
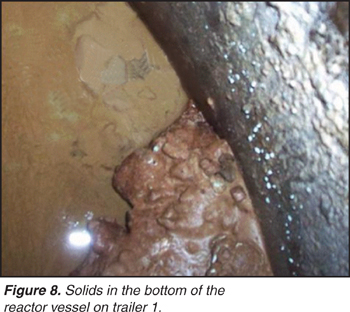
- Reactor harvest and cleaning. Reactor discharge takes place via drain valve V-14 into a length of ½” (inner diameter) pipe extending over the edge of the trailer (see Figure 7). It would be normal to see some form of coupling or flange on the discharge pipe but the end is not even threaded. As it stands, the only way to transfer the reactor contents would be to push a flexible hose over the discharge pipe outlet. The reactor contents would have to be “blown” by compressed air to a container or equipment of some kind, either on the ground or on another vehicle—making it an unnecessarily risky operation. There are no suitable receptacles on the trailer. The drain valve is sited some 2cm above the floor of the vessel. This means that the reactor can never be completely emptied. To carry over some of the culture to the next production cycle will not cause any problem (apart from a reduction in productivity) so long as the culture remains sterile. Where it is critical is in the event of a contaminated or failed batch. Removing by hand the highly toxic remnants of the failed batch from the reactor would be no easy task. At Al Hakam, Iraq’s principal BW facility, the production run failure rate was reported as running at 10 to 20 per cent. The production conditions were far better than they would be on these trailers, so ISG would anticipate high failure rates using this process as a mobile BW agent production platform.
- Sampling. No dedicated sample port is provided. The only means of sampling mid-cycle would be from the drain valve located at the base of the reactor. The dispositions of the drain valve and the outflow of the discharge pipe are such that two operatives would be required to perform the sampling operation (see Figure 8).
{kind=link}
{kind=link}
{kind=link}
Productivity Issues
With a working volume of only some 450l, this reactor could hardly be described as a production scale unit. Each cycle will be approximately 48 hours in duration (a culture time of 36 hours plus 12 hours turnaround) and would be expected to yield only some 45 liters of 10x concentrated BW agent. On this basis, 2 production cycles (at least 4 days’ production) would be required to produce sufficient BW agent to charge a single R-400 bomb (Fill capacity of 90l).
Effluent Gas Handling
Effluent gases from the reactor exit the vessel and are cooled by passage through the condenser/cooler X-2. Condensate is collected in the knock-out pot T-5 and the dried gases are passed to a high pressure compressor via a particulates filter F-3. The gases are compressed to approximately 100 bar and passed to a storage bank comprising five 40l “K” bottles (S-6—S-10) such that the process as a whole presents a zero effluent signature (i.e. all air input during complete cycle, less an amount of oxygen removed for respiration, but plus, the carbon dioxide respiration product). Some personnel who have exploited the equipment maintain that if this system was to produce BW agent then the effluent gases would be collected in order to reduce the risk of detection.
Comment and assessment
The notion of collecting and storing effluent gases from this process is a completely impractical and unnecessary proposition and is discounted. ISG found no testimony or evidence, physical, documentary or circumstantial, to support any such procedure.
- Air requirements. Conducted at ambient pressure, a mechanically stirred reactor will normally require an air flow of 0.5 x the reactor working volume per minute at the start of the process cycle. The air rate will increase to around 1.0 volume per minute as the cell density increases. In this case, the reactor working volume is 450 liters and if a 36-hour fermentation run is assumed at an average air flow rate of 0.75 reactor working volume per minute, the total air consumed for the complete cycle will be 450 x 0.75 x 36 x 60l = 729,000l (36m3/hr). Note that this estimate is conservative because it assumes air rates characteristic of mechanically stirred vessels. The reactor on the trailer has no stirrer.
- Storage capacity. In contrast to this, the 5 x 40l “K” Bottles, each pressurized to 100 Bar, would hold the equivalent of a combined storage ability of (5 x 40) x 100 = 20,000l of air from the reactor if at atmospheric pressure. When set against the 729,000l of effluent gases produced during a single production cycle, the effluent gas storage system capacity falls far short of the duty required.
- It is unknown what would happen to “K” bottles once pressurized. The operators would still have to take them away for discharge.
Evaluation of Other Possible Uses of the Trailers
Although a number of uses have been proposed for the trailers, ISG found no evidence to support those uses. It is the view of the ISG that none is feasible.
- A number of potential uses have been suggested for the trailers:
- Possible Reverse Osmosis Water Purification Unit (ROWPU)
- Possible Chlorinization [sic] Plant
- Possible Chiller Plant
- Possible Desalinization [sic] Plant
- Possible CW Production (least likely)
- Possible Reverse Osmosis Water Purification Unit (ROWPU)
Although the chiller unit could obviously be used on a stand-alone basis, there is no evidence to support any of the remainder, thus they are discounted.
Evaluation of the Technical Detail in Documents Pertaining to the Trailers Recovered From the Al Kindi General Establishment
Process Outline
The process is a hydrogen generator. For the production of 1m3 of hydrogen, the Russian equipment required 1Kg Al powder, 100g of NaOH (solid crushed), and 6l of water. The reactor size was 60l. Rudimentary means of cooling of reactor contents and product H2 was provided. The Iraqis identified the following problems with the Russian system:
- Thermal runaway of the reactor (lack of effective cooling and temperature readouts).
- Lack of control of gas flow during hydrogen generation because of the use of flexible hoses and lack of pressure regulation systems (operator hazard judged “high”).
- Process was skid mounted and was heavy and difficult to handle.
- Russian version of the process was suitable only for filling balloons directly, there being no gas storage capability.
- There was no pressure relief valve (PRV) on the reactor.
The Iraqis set about designing and building an improved version of the Russian equipment in order to overcome the above limitations. Specifications of the major equipment items are listed.
Major Equipment Items
Main Reactor
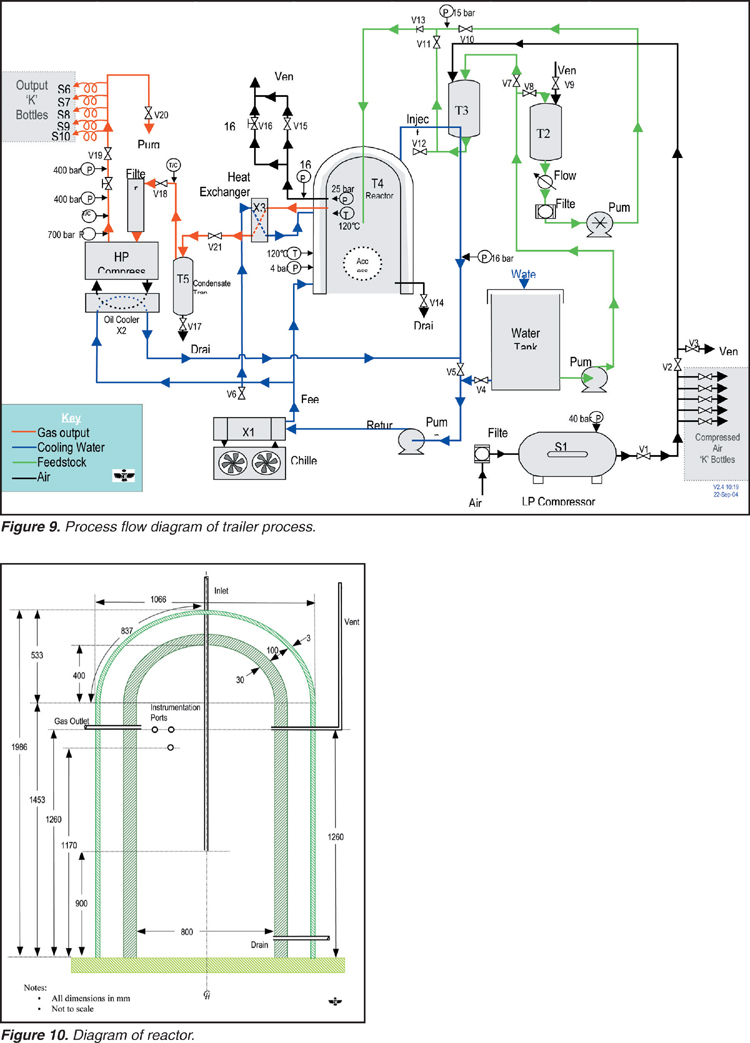
Produced by Al Nasr Al Azim Company in stainless steel 316; pressure tested to 16 Bar gauge; wall thickness 30mm; reactor internal diameter 800mm; height 1,150mm; manway access diameter 400mm; 2 x pressure gauges; 1 x temp gauge; 1 x safety valve; gas draw-off pipe diameter ½ “ stainless steel;reactor jacket fabricated in stainless steel 304 thickness 3mm; annular depth 100mm; height 1250mm; cooling water inlet/outlet diameter 2”; 1 x temp gauge; 1 x pressure gauge; reactor gas draw-off pipe contained within cooled water jacket extension; complete assembly mounted on 1,500 x 1,500 s/s316 baseplate with height of 30 mm.
High Pressure Air Compressor
Diaphragm type with capacity of 4-10 ft3/min at 400 Bar. Fed by gas from the reactor after having passed through a condenser stage to remove water vapor and a particle filter. After compression, the gas is fed to filling pipes via a pressure regulator valve.
Water addition system (to reactor)
High pressure pump at 30 Bar is used for this purpose. Water can be drawn from either the main tank (working volume 2,500 liters) or from the secondary tank (working volume 100 liters). All water passing to the main reactor is measured by an in-line water meter.
Air Bottle Storage System (20 Bar)
5 x K Bottles provided to supply air. This system is connected to the secondary tank (working capacity 100 liters).
Chilled Water System
Twin cooler/4 x Fan assembly. Output 35 cooling tons with an outlet temperature of 5oC-10oC. Motor rated at 35 HP DWM Kaplan. Circulation pump capacity is 40m3/hr.
Motor Control Center
Contains all switches, starters, relays, and ancillary equipment necessary for the operation, monitoring, and control of the process.
Trailer
The entire plant is mounted on a trailer (12m x 3m) and 4m high (see Figures 9 and 10).
{kind=link}
Process Description
This is a batch process designed to produce sufficient H2 to fill 5 x 40l “K” Bottles to a pressure of between 45-50 Bar. This requires 10-12kg of Aluminum powder (200-300 micron), 1-1.5kg flaked/granulated NaOH, and 25-30 liters of water.
Aluminum powder is distributed in an even layer over the base of the reactor and the NaOH layered over it. The reactor is sealed and water is added according to the following schedule:
- 5 liters (monitoring increase in pressure to between 1-2 Bar).
- 5 liters (monitoring pressure rise to between 3-3.5 Bar).
- 5 liters (monitor pressure to 4 Bar). Start draw-off and compress the gas to the storage cylinders for 3 hours.
- Add the final 10 liters of water and continue drawing off the gas evolved until a cylinder pressure of 45-50 Bar is reached. Reactor temperature should not be allowed to exceed 50oC during the above procedure—cooling water is normally only used in the summer months because it slows down
the reaction.
The Opinions of the High-Value Detainees (HVD)
Shortly after the discovery of the trailers, five HVDs and one senior Iraqi scientist were shown the equipment and their opinions were noted. The six individuals all had intimate involvement with Iraq’s BW program, or its concealment. All denied having seen the trailers previously or knowing anything about them. They were puzzled and offered a wide range of opinions. Those who were asked dismissed the suggestion that they were for the production of hydrogen.
- Dr. Rihab Rashid Taha Al Azzawi, head of the bacteriological BW program, was quite sure it was not a BW laboratory because of the absence of a steam generator, appropriate filters, essential instrumentation, and ports for adding reagents.
- Prof. Nasr Husayn Al Hindawi, who was an advisor to Dr. Rihab and not a detainee, was “95%, or maybe a little less” sure that they were for biological use. Prof Hindawi had also been shown photographs of the equipment.
- Dr. Mahmud Farraj Bilal Al Samarra’i, responsible for weaponization aspects of the BW program, said they were not for CW agents; he was “85% sure” they were for BW, later he dropped this to 80%.
- Dr. ‘Amir Hamudi Hasan al Sa’adi, a chemical engineer and Senior Deputy at MIC to Husayn Kamil, explained “Anyone who told you this is bio should be fired.” He pointed out that it was also unsuitable for CW agent production. Later he put forward a theory that they were designed to produce enhanced fuel for SA-2 missiles as part of the Iraqi Air Defence effort. He claimed the energetic fuel would increase the range of the weapon system.
- Minister ‘Abd-al-Tawab ‘Abdallah Al Mullah Huwaysh, former Minister of Military Industrialization and head of MIC, was sure that it was not biological; he thought it was a chemical process, but not military, although it might be for producing a payload for a UAV.
- Husam Muhammad Amin Al Yasin, Head of the National Monitoring Directorate and a missile expert, did not express an opinion about use, but stated that the vessels should have been declared to the UN, and if this had not been done it was a clear violation.
The high-pressure compressor is set to provide compressed hydrogen at 45 Bar to the 5 “K” Bottles. On completion of filling, the filler regulator valve is closed and the compressor switched off. The reactor and process pipework are depressurized and the whole system vented to air.
After every 2 or 3 runs, the residue (a mixture of NaOH/Al(OH)3/Al) remaining at the bottom of the reactor is removed and discarded.
Process Trials
On 29 December 2002, the process was trialed at the Al Kindi Company in the presence of representative from the Republican Guard Artillery Trials and Acceptance Section. 5 cylinders were filled to a pressure of 50 Bar. The hydrogen was used to inflate and deploy a meteorological balloon (volume 2.5-3.3m3) loaded with radio and radar deflection equipment. The process was signed off and handed over on 11/3/2003.
Cost
250 million Iraqi Dinars for each trailer.
Notes on the Process
[Several points were noted by the Republican Guard in connection with the suitability of the process for its stated use.]
- The process is not considered a true “field” system because it is not rugged enough and is both large and heavy.
- The gauges require external protection (operator safety).
- All pressure and temperature gauge connector stubs need to be shortened, protected, and insulated.
- A smaller capacity plant might be more compatible with the needs of the Met Sections of those forces that need to be self-sufficient in hydrogen.
- The target purity for the hydrogen product is 99.9% if the performance characteristics of the balloons are to be achieved. This purity cannot be guaranteed and therefore balloon performance is compromised,
- Clear operating instructions to be displayed on the trailer,
- Trailer needs to be lightly armored (shrapnel proof),
- 2 x powder fire extinguishers are required (6kg total),
- It would be possible to make a smaller version (enhanced mobility)—if the various pieces of equipment needed could be procured.
Evaluation of the Documents Pertaining to the Trailers Recovered from the Al Kindi General Establishment
Summary
Al Kindi and the Republican Guard Command signed a contract on 23 June 2001 under which Al Kindi would produce two hydrogen generating units for what was described as weather air stations for 50,000,000 Iraqi Dinars. Work was scheduled to last 16 months from 1 July 2001 to 1 November 2002. Work went more slowly than planned. Al Kindi blamed the State Enterprise for Heavy Equipments Engineering (SEHEE) in Baghdad, the sub-contractor that fabricated the reactor vessels. There were discussions concerning the provision of towing vehicles, an item missing from the original contract. Al Kindi failed to achieve the contract completion date in November 2002, and informed the Republican Guard of a six-month delay. In December 2002, in its semi-annual declaration to the UN, Al Kindi listed the ‘production station for H2 gas’ along with many other projects then on hand. The first of the two trailer-borne units was completed in early 2003. A joint Al Kindi and Republican Guard group tested the system on 11 March 2003. They concluded that, although the equipment produced hydrogen according to the specifications, there were many unsatisfactory features. Despite this, in late March 2003, the Military Industrial Commission (MIC) wrote to the Republican Guard urging them to collect the completed equipment. They did not do so. Al Kindi was still assembling the second trailer when OIF started. Both trailers remained at Al Kindi at the start of OIF.
On 19 April 2003 the first trailer, with its equipment largely intact, was recovered from looters and exploited by Coalition personnel. On 11 May 2003, the second trailer was recovered from Al Kindi. It appeared to have suffered some looting. It too was exploited by Coalition personnel.
The exploitation effort included visiting Al Kindi. Managers, engineers, and scientists who had been involved in the project were debriefed. They provided copies of supporting documents. The equipment was measured, photographed, and samples taken of material within the first system.
Documents
Al Kindi provided a dozen documents and working notes. This material was translated and analyzed. For ease of understanding this material is presented as a chronology:
23 June 2001. Contract No. 73/MD/RG/2001 for the fabrication of 2 hydrogen generation units is issued at a total cost of 500,000,000 Iraqi Dinars. The specifications are listed.
July 2001. Start date of Al Kindi contract for the production of the trailers.
5 February 2002. Al Kindi letter to Republican Guard discussing use of small towing vehicle to pull trailers.
15 October 2002. Al Kindi letter to Republican Guard informing them of late running of contract.
After 15 October 2002. Undated chart labeled Technical Progress.
1 November 2002. Theoretical end date of contract—6-month extension requested.
15 December 2002. Al Kindi mentions the station for generating hydrogen gas for a semi-annual declaration to UNMOVIC.
29 December 2002. Report issued by the Command of the Republican Guard Artillery, the Branch of Examination and Acceptance of the Republican Guard and the Working Group from Al Kindi. The report reviews what has been achieved against the provisions of the contract. All the items listed conformed to the required specification. A test produced hydrogen in the capacity required. A lightning rod was in place for safety. The observations include statements that the system is not field-worthy because it is heavy and requires a towing vehicle, and it needs for protection. Al Kindi is recommended to address the necessary changes.
8 January 2003. Unspecified RG correspondence referred to in 23 January 2003 letter.
22 January 2003. Top Secret letter from MIC to Al Kindi requesting action on observations on contract.
23 January 2003. Letter from Republican Guard to Al Kindi with observations on the trailers.
5 February 2003. MIC letter to RG Artillery Commander dated 5 February 2003. The letter discusses the procurement of a towing vehicle.
26 February 2003. Letter from Republican Guard CoS to Republican Guard Artillery Commander discussing TS correspondence of 8 January 2003 requesting an opinion on an unspecified matter in connection with the contract.
11 March 2003. The day that the equipment was tested. Shortly after a signed log of the results was produced.
23 March 2003. MIC letter to the Artillery Command of the Republican Guard, discussing the 11 March 2003 test results for contract 73/MD/RG/2001 and requesting that the vehicle be picked up as quickly as possible.
25 April 2003. On 19 April 2003, Kurdistan Democratic Party (KDP) elements confiscated a tractor and trailer near a checkpoint at Tall Kayf in northern Iraq. The trailer was stolen by a looter from a truck park in northwest Mosul near an ammunition plant. Upon investigation, it was apparent that the trailer may be part of the Iraqi transportable CBW system. US forces then moved the trailer to Irbil air base for further investigation. The gooseneck trailer has two rear axles and accommodation in the frame for a third also at the rear. A telescoping rod, which could raise roughly nine meters, was located at the rear left corner of the trailer. Roughly three to four inches of a solid light brown material beneath a one half-inch liquid layer was inside. Despite wearing protective mask, an ammonia odor was noted. The pH of the material was fourteen. A rusted hand shovel was located at the base of the reaction vessel. Color coded valves had been taped to prevent overspray during painting; masking tape had not been removed from one valve indicating that the valve had not been used since the trailer was painted.
30 April 2003. Information from a technical evaluation and intrusive examination by coalition personnel of the equipment and piping system resulted in a flow schematic consistent with batch production of biological (likely bacterial only) agents. This unit does not appear to perform any function beyond the production of biological agents.
11 May 2003. US forces found a second ‘suspected mobile BW agent production’ trailer outside Al Kindi Research, Development, Testing and Evaluation Center in Mosul. The trailer was partially assembled, lacking many components. Design and components were nearly identical to previously exploited ‘suspect BW production’ trailer. US forces located the trailer outside the main gate of Al Kindi (36°24’09.5”N 043°08’04.9”E) in a parking lot approximately 100m west of the center main gate and within 75m of the administration offices. The trailer was a dual axle flat bed with welded steel caging for walls and roof. The top caging (roof) of the trailer had been displaced in two areas. The cage above the water reservoir had been unbolted on one side and bent down to eye level. The cage above the compressor housing had been unbolted on both sides and placed on the decking of the trailer. Various components were installed or present on the trailer. From front to back, there are a water chiller with four fan housings, a motor, a large stainless steel water reservoir, a small stainless steel tank on three legs, the main stainless steel reactor, a compressor housing with compressor, and the compressor motor. Some of connections (piping) were in place between components and others ended abruptly. No wiring or other electrical components were present. A number of attachment brackets were located on the decking of the trailer. The trailer appears to be a previously used armor or heavy equipment transporter. Overall layout of this trailer was very similar to the mobile trailer previously reported. The underside of the trailer had been recently painted and showed neither signs of wear nor any dirt or road debris. The trailer was found without tires and had been placed on concrete blocks.
12 May 2003. Between October 2001 and February 2003, the State Establishment for Heavy Equipments Engineering (SEHEE) fabricated two reactors, under requirements generated by the MIC. The first reactor was delivered in July 2002 to the Al Kindi State Establishment in Mosul. A modified second reactor was delivered to the same customer in January 2003. On 25 October 2001, SEHEE (Al Nasr Al Azim State Company) received a letter from MIC’s Al Kindi State Establishment to fabricate two stainless steel jacketed reactors. According to the letter of request, SEHEE would receive unspecified materials from Al Kindi in Mosul. SEHEE’s Ri’ad factory, building number six, received the work-order number ‘4/40/2001’, after being processed through the company’s design, technology, and planning departments. The head engineer for building number six is engineer Najm. Al Kindi dedicated engineer Mahmud Saleh as the primary coordinator on the project in an effort to emphasize the importance of the project and ensure any design or fabrication problems were quickly rectified. Mahmud Saleh visited SEHEE routinely to monitor progress and provide guidance. Reactors one and two were built using stainless steel 316 in the fabrication of both the inner and outer shells. When source asked how the first reactor performed, the Al Kindi representative indicated the reactor was ‘successful.’ According to the source, the first reactor was only hydrostatically tested, because reactor one’s manhole diameter was too narrow for radiography equipment. During the initial hydrostatic test, reactor one was designed to withstand 100 bar. Because the source could not verify welds of reactor one with radiography, the Ri’ad factory was limited to hydrostatically testing the reactor one to 10 bar. When this was explained, Mahmud Saleh stated a 10 bar test would be sufficient, because the vessel would only contain ‘hydrogen’. Subsequently, reactor two’s manhole was widened to the diameter of 14 inches to allow for radiography of interior welds.
12 May 2003. Preliminary analysis of samples from the suspect transportable biological production trailer reveals negative results for chemical and biological agent signatures. An analysis with hand held assays and polymerase chain reaction (PCR) was conducted on 7 May 2003 to determine the presence of the following BW agents: anthrax, plague, Ricin, botulinum toxin, SEB, tularaemia, Brucella, and smallpox. No positive results for any BW pathogens or toxins were noted. Chemical analysis of three samples from this exploitation was conducted by the CBIST chemical laboratory using gas chromatography, mass spectrophotometry (GCMS). All samples were negative for chemical warfare agents within the detection limits of the analytical instrument (1 nanogram per microlitre).
17 May 2003. The designer of the trailers explained that the equipment was for hydrogen generation.
4 June 2003. Cover letter from DG Al Kindi to American Authority in Mosul, dated 4 June 2003, entitled ‘Mobile Hydrogen Field Production System.’ The letter mentions the customer as the Republican Guard, Artillery Corps (Contract No. 73/Art/RG/2001), who required two trailers to produce hydrogen gas for meteorological station purposes. The letter also mentions the declaration to UNMOVIC of the equipment on 15 December 2002. Al Kindi offers to demonstrate the use of the equipment to generate hydrogen. The documents attached are:
—List of 10 personnel who worked on the project (5 engineers, 1 chemist and 3 technical observers).
—Technical report of 15pp on the hydrogen generators, produced in week 1 June 2003.MIC TS letter to Al Kindi dated 22 January 2003.
—Letter from Republican Guard HQ to Al Kindi 23 January 2003.
—Undated chart labeled Technical Progress.
—Project report given to UNMOVIC, dated 15 December 2002.
—Undated Republican Guard Report to Al Kindi about the tests.
—Copy of contract no. 73/MD/RG/2001 dated 23 June 2001.
—Al Kindi letter to Republican Guard discussing use of small towing vehicle, dated 5 February 2002.
—Letter from Republican Guard COS to Republican Guard Artillery Commander discussing TS correspondence of 8 January 2003 requesting an opinion on an unspecified matter in connection with the contract. Letter dated 26 February 2003.
—MIC letter to the Artillery Command of Republic Guard discussing the 11 March 2003 test results, dated March 2003 .
—Information letter, handwritten in Arabic, log of test results on 11 March 2003 with recommendations .
15 June 2003. Three sources from Al Kindi provide details of reactants and miscellaneous technical points.
Models and Military Use. The hydrogen trailer production system was modeled after the previously-used version of a mobile hydrogen gas generator, that produced hydrogen gas that was fed directly in to weather balloons without being condensed into cylinders. The model was the older hydrogen production unit that originated from Russian technology. The mobile hydrogen generation system was used instead of transporting gas cylinders into the field because it was practical and economical to produce hydrogen on site for the military. The use of the mobile unit alleviated the logistical concerns of transporting the hydrogen to the field. The system was large and heavy because it was developed and used by the Iraqi military. That is, it was designed to be durable and easily operated. No other methods of producing hydrogen gas were investigated. The trailers were modeled on a simpler version that directly produced hydrogen without condensation of the gas into cylinders. The sources did not request any outside assistance from either foreign or other Iraqi facilities for the design or manufacture of the mobile hydrogen production system.
Chemical Reaction. The production of hydrogen from aluminum, sodium hydroxide, and water was a reliable method that was previously used by the militaries in Iraq, Russia, and other countries. There were two methods in which water could enter the reactor. The first was via an air pressure system and the second was a direct feed method. Thus, the air was used only to push the water into the reactor, and it would not enter it. The water was not purified or filtered prior to use in the system.
Design. The reactor was designed specifically for the hydrogen production system. Specifically, the reactor was designed by the senior engineer and technical assistant to the director in late 2001. The reactor was constructed of stainless steel to prevent corrosion. Inlets and outlets for the various gases and liquids in the reactor were placed in accordance with the most practical locations. The reactor jacket was designed to operate in an even cooling layer to uniformly reduce the temperature within the reactor. The equipment was arrayed on the trailer in the most practical manner to ensure its effectiveness.
Products. The hydrogen was transferred from the reactor via the pipe in the top of the vessel. The two at the top are supply pipes, the one on the upper back goes to the compressor. The hydrogen it entered a filter to remove residual water and particulates, and then was compressed into the cylinders.
Safety. Safety precautions were developed during the production and handling of hydrogen. An oil-free compressor was placed on the trailer to compress the hydrogen as it was produced. The system was grounded to prevent any accidental ignition of the gas. In addition to a metal ground stake, a metal pole was attached to the trailer to act as a lightning rod to prevent sparks.
Financial Aspects. The equipment was purchased under normal purchase protocol. The reactor and low-loader were the most expensive pieces of equipment. Components were selected and purchased based on their availability in the open Iraqi market. Improvised equipment, such as the use of oxygen or nitrogen cylinders, was used instead of more difficult-to-obtain parts.
Materials. The reactant materials, including the aluminum powder and sodium hydroxide were obtained from the Iraqi market and were stored at Al Kindi. The trailers were designed to operate for several runs before cleaning, and the by-products were to be removed by scooping out the residual solids and running water through the reactor for cleaning. The hardest piece of equipment to acquire was the reactor. The delay in delivery from the production company caused the contract to be delayed for six months.
Operation. The equipment was operated based on the logical design developed by the sources. The system was to be powered by one of two methods. The first method involved the direct use of an electric source and the second method was to use a generator. The generator could be towed or located nearby the trailer, in a location that would not cause potential ignition of the hydrogen.
Transportation of the Trailers. The chassis (low loader) was used to support the weight of the equipment, and because it was readily available in the market. The system was to be pulled with a standard cab. The trailers were never moved to the test site. The cylinders containing the hydrogen produced on the trailers were the only item(s) taken to the test site. The hydrogen was used to fill meteorological weather balloons at the test site. The sources last saw both trailers at Al Kindi. The first trailer was complete and ready for delivery, and the second trailer was incomplete. The source alerted the Republican Guard to quickly come and get the complete trailer from Al Kindi, but they were never taken from Al Kindi prior to or during the war. Thus, no one used the trailers during the war.
{kind=link}
|
NEWSLETTER
|
| Join the GlobalSecurity.org mailing list |
|
|
|